全自动数控车床
程控气压(液压)自动车床
数控钻床/自动钻床
高效率切削机
车钻铣复合机床
全自动滚压机、旋压机
定制各类非标设备
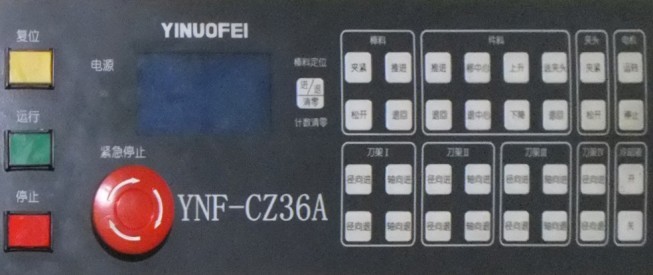
程控气压自动车床有两种控制界面,下面我们来看第一种最经典的控制方式。 此操作面板由旋钮选择刀架运行顺序、刀架走刀路径,如下图(以CZ36A型控制面板为例): 我们可以看到第二排的第三个旋钮就是刀架运行顺序,图中此旋钮选择的是Ⅰ-Ⅳ-Ⅲ-Ⅱ的档位,也就是在运行过程中 刀架Ⅰ先走然后再走刀架Ⅳ 再走刀架Ⅲ 最后走刀架Ⅱ,刀架运行的先后顺序可扳动该旋钮自由选择。 那程控气压自动车床四个刀架中每一个刀架的运行路线怎么选择呢?在刀架运行顺序右边我们可以看到有四个旋钮开关,每一个旋钮开关下面对应的写着刀架Ⅰ、刀架Ⅱ、刀架Ⅲ、刀架Ⅳ这些旋钮就可以单独控制每一个刀架的运行路线。上图中刀架Ⅰ所选档位是一个打孔的动作,刀架Ⅰ档位所指的图形中:圆点是刀架起始位置,实线表示进刀路线,虚线表示退刀路线;图中刀架Ⅱ的档位为攻螺纹动作;刀架Ⅲ也是打孔的动作;刀架Ⅳ是开槽或者割断的动作。如果哪个刀架不用可以将开关打到O位,在自动运行中此刀架就不再运动。 有很多客户就会问:那尺寸跟走刀速度我在哪里选择?加工尺寸与走刀速度都不是在面板上控制的,我们每一个径向、轴向的导轨后面都有两个带刻度的旋钮可以任意地、精确地控制每一个导轨进去与退回的位置。而刀架走刀速度我们是由导轨一侧的阻尼缸控制,在刀碰到零件之前阻尼缸不起作用,刀具快速靠近零件,在刀具即将碰到零件时阻尼缸起作用可以减慢刀架进刀速度,从而使刀具在加工时稳定、匀速车削零件,阻尼缸的速度可以无级调节。 以上说的是在自动运行时主要档位的作用,那接下来我们看一下程控气压自动车床如何单独控制机床每一个运动部位。 我们将旋钮开关中运行模式打至“调试”档位,再按一下绿色“运行”按钮,上图中又手边白色按钮区域就可以单独控制各运动部位。在更换加工的零件品种时,这些按钮就起到了非常重要的作用,使对刀调刀变的非常方便。